齒輪箱結構_云翔機械非標齒條廠家
發(fā)布日期:2020-10-29 12:10:07 網(wǎng)址:http://www.masjz.net 點擊:860 來源:南通云翔機械制造有限責任公司

齒輪箱結構_云翔機械非標齒條廠家1.齒輪的傳動精度要求齒輪的制造精度對機器的工作性能、承載能力、噪聲及使用壽命影響很大,所以其制造必須滿足齒輪傳動的使用要求。2.傳遞運動的準確性要求齒輪在一轉中的轉角誤差限制在一定范圍內,使齒輪副傳動比變化小,確保傳遞運動準確。3.傳遞運動的平穩(wěn)性要求齒輪一齒范圍內的轉角誤差限制在一定范圍內,使齒輪副瞬時傳動比變化小,以保證齒輪傳動平穩(wěn),無沖擊,振動和噪聲小。
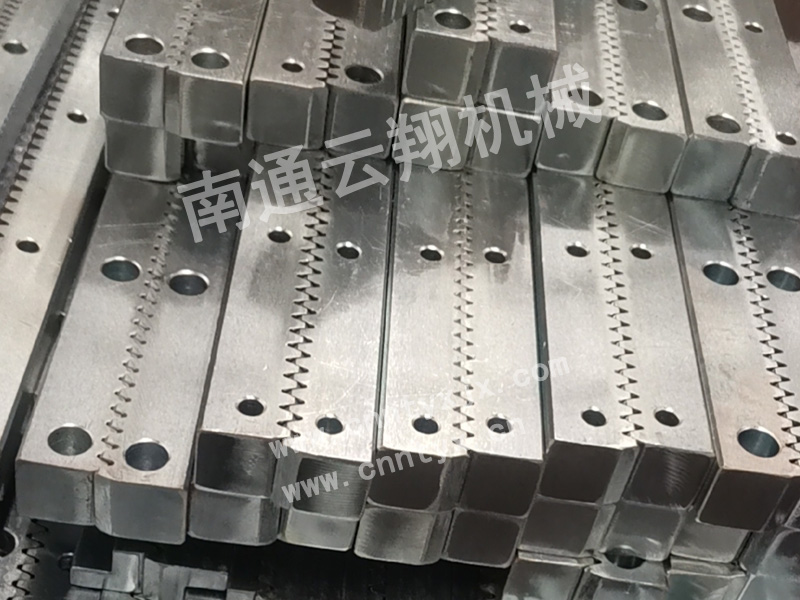
齒向修形指的是鼓行修形在齒條齒線的方向上,將它修成合適的鼓形,將靠近兩端的部分切掉。

① 普通電弧噴涂:以電弧為熱源,將熔化的金屬絲用高速氣流霧化,并以高速噴射到工件表面形成涂層的一種工藝。其特點:涂層性能優(yōu)異、效率高、節(jié)能經(jīng)濟、使用安全。② 超音速電弧噴涂:是在普通電弧噴涂技術基礎上,通過改進電弧噴槍和電源,新開發(fā)的一種表面處理技術。他不但具有普通電弧噴涂技術的主要特點,而且由于其噴涂速度的提高,達到并超過音速,從而使涂層質量明顯改善,結合強度顯著提高,孔隙率大大降低,在耐磨防腐等表面防護,表面處理領域既有明顯優(yōu)于普通電弧噴涂的應用前景。3)等離子噴涂
一、齒輪齒條傳動的特點:齒輪傳動是應用廣泛的一種傳動形式,與其它傳動相比,具有傳遞的功率大、速度范圍廣、效率高、工作可靠、壽命長、結構緊湊、能保證恒定傳動比;缺點是制造及安裝精度要求高,成本高,不適于兩軸中心距過大的傳動二、齒輪齒條傳動分類: 1、按軸線相互位置:平面齒輪傳動和空間齒輪傳動。
主動錐齒條加工工藝 主動錐齒輪是汽車上的重要零件之一,其技術要求很高,南通云翔機械制造有限責任公司有限公司通過對其加工工藝的分析,對不足之處加以優(yōu)化,實現(xiàn)了低成本、高品質的生產(chǎn)。 主動錐齒輪是汽車上的重要零件之一,其技術要求很高,南通云翔機械制造有限責任公司有限公司通過對其加工工藝的分析,對不足之處加以優(yōu)化,實現(xiàn)了低成本、高品質的生產(chǎn)。 驅動橋主動錐齒條是發(fā)動機縱置車輛都配備的驅動橋的重要零件之一,屬于軸類零件,由圓錐形的齒部和安裝軸承的軸徑和聯(lián)接傳動的花鍵軸及外螺紋組成,是將發(fā)動機的動力傳遞到驅動車輪的重要傳動齒輪。 傳統(tǒng)車削工藝的不足 傳統(tǒng)的車削加工工藝采用以仿形車床為主的工藝,不僅工序多、流程長,而且質量控制和物流管理都不能滿足精益制造的要求。 從表1中可以看出,生產(chǎn)線上共布置有8臺機床,需要安排8名操作人員,單件工時約7min,工藝流程節(jié)拍約為14min。我們通過分析,發(fā)現(xiàn)原有生產(chǎn)線存在以下缺點: 1. 機床裝備落后 原有加工工藝采用的是仿形車床,加工尺寸完全依靠操作者人工調整刀具的裝夾位置來控制,刀具更換不易,質量波動較大,只能采用粗精車分開的工藝。 2. 工件夾持方式造成工序多 原有車削加工工藝通常是先夾持工件一端、加工另一端,然后調換加工的方式,總共需要兩道工序才能完成加工。 3. 毛坯去除量大 工件的毛坯是模鍛件,平均加工余量為2.5mm,分為多次走刀,不僅費時,材料浪費也很大。齒輪齒條在行業(yè)中的普遍應用齒輪齒條在行業(yè)中的應用時及其普遍的,這樣就需要我們在行業(yè)的不同情況中應用不同的齒輪齒條,這樣才能夠好的進行其他的發(fā)展。齒輪齒條式轉向器由與轉向軸做成一體的轉向齒輪和常與轉向橫拉桿做成一體的齒條組成。 與其它形式轉向器比較,齒輪齒條式轉向器主要的優(yōu)點是:結構簡單、緊湊;殼體采用鋁合金或鎂合金壓鑄而成,轉向器的質量比較小;傳動效率高達90%;齒輪與齒條之間因磨損出現(xiàn)間隙后,利用裝在齒條背部、靠近主動小齒輪處的壓緊力可以調節(jié)的彈簧,可自動消除齒間間隙,如圖7—1所示,這不僅可以提高轉向系統(tǒng)的剛度,還可以防止工作時產(chǎn)生沖擊和噪聲;轉向器占用的體積小;沒有轉向搖臂和直拉桿,所以轉向輪轉角可以增大;制造成本低。齒輪齒條驅動升降機工作原理
如果刀痕平直,又與刃口寬度相同,則表示掛輪和工作臺扳轉角度正確,否則說明掛輪或工作臺扳轉角度不正確,要重新檢查后糾正10、銑削直齒條時,為什么可借用同模數(shù)的8號齒輪盤銑刀?縱向移距法和橫向移距法各適用于哪種場合? 答:因為齒條的齒廓是直線齒廓,相當于直齒圓柱齒輪的齒數(shù)趨于無窮多時的齒廓形狀,各種模數(shù)的8號銑刀廓形是按直線廓形制造的,所以可借用同模數(shù)的8號齒輪銑刀來銑削直齒條。

齒輪箱結構_云翔機械非標齒條廠家齒輪齒向的誤差是在分度圓柱面上,全齒寬范圍內,包容實際齒向線的兩條設計齒向線的端面距離。引起齒向誤差的主要原因是機床、刀架的垂直進給方向與零件軸線有偏移,或上尾座中心與工作臺回轉中心不一致,還有滾切斜齒輪時,差動掛輪計算誤差大,差動傳動鏈齒輪制造和調整誤差太大。另外夾具和齒坯制造、安裝、調整精度低也會引起齒向誤差。2、齒形誤差分析齒輪齒形誤差是指在齒形工作部分內,包容實際齒形廓線的兩理想齒形(漸開線)廓線間的法向距離。在實際加工過程中不可能獲得完全正確的漸開線齒形,總是存在各種誤差,從而影響傳動的平穩(wěn)性。齒輪的基圓是決定漸開線齒形的惟一參數(shù),如果在滾齒加工時基圓產(chǎn)生誤差,齒形勢必也會有誤差。基圓半徑R=
溫升是齒輪減速器設計和操作的重要指標,表明齒輪減速器的發(fā)熱程度在運行過程中,如果齒輪減速器的溫升突然增加,表明減速器有故障,或風管堵塞或負載過重; 3.運行中減速器的鐵芯會在交變磁場中產(chǎn)生鐵損。
齒輪箱結構_云翔機械非標齒條廠家切齒時希望滾刀的安裝角小些(滾刀螺線與被切齒輪螺線同向,其安裝角就小),因為這樣,滾刀沿被切齒輪切線方向分力與機床工作臺轉向相反,也就是滾齒機分度蝸桿對蝸輪的軸向力方向相反,這樣可消除蝸輪副的間隙,不易引起振動,從而提高切齒精度.降低表面粗糙度,同時可使?jié)L刀參加切削的刀齒較多,切削條件較好,被切齒輪質量較高:如滾刀的安裝角大,參加切削的齒數(shù)減少,切削負荷集中,刀齒容易磨損,容易產(chǎn)生振動,被切齒輪質量就差。磨齒加工的齒輪具有低傳動噪音、高傳動效率和長使用壽命的優(yōu)點。磨齒加工曾被認為是一種用于航空或其它高技術領域的昂貴齒輪加工手段。但現(xiàn)在,觀念已經(jīng)改變:磨齒機的效率提高了,砂輪性能也更好,高額成本得以大幅下降。
齒輪傳動的分類:齒輪傳動的類型較多,按照兩齒輪傳動時的相對運動為平面運動或空間運動,可將其分為平面齒輪傳動和空間齒輪傳動兩大類直齒圓柱齒輪輪齒的初始接觸處是跨過整個齒面而伸展開來的線。
- 上一篇:齒輪齒條訂做_云翔機械yyc齒條廠
- 下一篇:斜齒條 建模_云翔機械齒條計算


