宿松齒條畫法
發布日期:2021-04-07 05:04:47 網址:http://www.masjz.net 點擊:754 來源:南通云翔機械制造有限責任公司

宿松齒條畫法在今天的制造環境中,國內制造商面臨來自* 各地的激烈競爭。由于這些競爭對手往往能夠獲得類似的甚至相同的設備和機器,而且似乎有無盡的低成本勞動力供應,因此國內生產商必須找到盡可能有效地生產產品的方法,并消除大多數即使不是全部的非價值添加人的觸動。只要齒輪從實心零件切割或滾壓,就不會消除在加工過程中產生的毛刺。齒輪加工廠用來去毛刺的基本的方法是氣動研磨機;高轉速,各種各樣的砂礫和工具樣式,以及相對較低的進入成本使得這種類型的手工去毛刺成為當今常用的方法之一。與手動磨機一樣,終的結果與機械手轉動手柄一樣好。用氣動磨床手動去毛刺也不例外。每個齒輪的每個齒上的邊緣光潔度的質量是操作者進行研磨的技能水平的直接函數,因此會受到人為錯誤的影響。即使使用能夠大限度減少質量問題的高技能勞動力,也無法避免與手工去毛刺相關的直接人工費用。所以有必要提高去除齒輪毛刺的方法,也有必要提高生產齒輪的生產工藝。齒條失效主要有哪幾方面的原因?
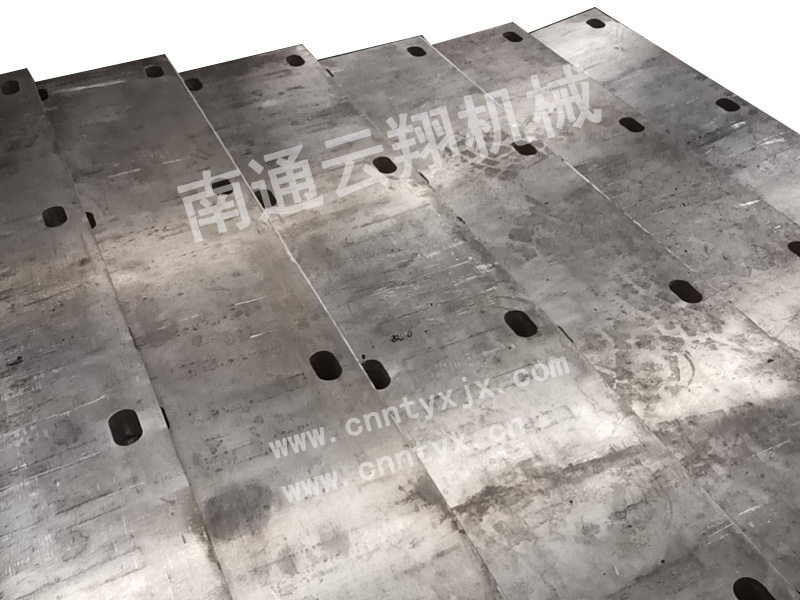
安裝實例: 以下安裝實例分別使用了長度為0齒條是一種齒分布于條形體上的特殊齒輪。

(3)檢查凸輪軸與曲軸兩正時齒輪的嚙合間階是否過大。若間隙過大,應成對更換正時齒輪。(4)檢查凸輪軸與曲軸兩正時齒輪的端面是否平齊。若不平齊,應通過增減墊片進行調整。(5)檢查凸輪軸與曲軸兩正時齒輪嚙合處附近的噴油嘴是否堵塞。若堵塞,應疏通油道,更換機油。齒輪失效常見的三種形式
另外加工工藝的不同,對于一些零件的精度要求,我們會做出不同的工藝編排,齒條齒的成型分很多種,有割齒、銑齒、磨齒、插齒等幾種方法,齒面的精度會不同,工藝的不同就存在著價格的差距一些事尺寸的,很多時候,看似尺寸基本相同的齒條幾種零件,同一個齒條廠的報價就相距甚遠,其實這個道理就在于零件的基本尺寸,比如我們在購買材料的時候,一些標準的齒條,購買標準的材料,回來只需要磨好,齒部成型即可,但是一些尺寸比如長和寬是40*35就沒有合適的毛坯,需要對一面進行洗削加工,說到底是型材的價格和工藝出現了不同造成齒條價格的不同 中國齒條的主要技術特點 (1) 由于齒條齒廓為直線,所以齒廓上各點具有相同的壓力角,且等于齒廓的傾斜角,此角稱為齒形角,標準值為20°。
2)激光熔凝硬化(激光晶粒細化):利用比相變硬化時更高的激光能量,使金屬表層快速熔化并造成熔化金屬和基體金屬之間很大的溫度梯度。激光移開后,熔化金屬快速凝固,表面獲得細化的組織結構,表面成分偏析減少,表層的缺陷和微裂紋可被熔合。激光熔凝可形成較深的硬化層。5. 化學鍍技術齒條在不通電的情況下,直接將金屬或非金屬工件浸入低于100℃的化學沉積液中,通過催化的氧化還原反映在工件表面沉積獲得非晶態合金的一種新技術。
第三齒面的點蝕;齒的事情面表層產生的纖細的疲憊裂紋,裂紋分散后金屬微粒零落構成的凹坑第四齒面膠合;一樣平常是因為顛末永劫間的嚙合,齒面升溫,惹起的光滑生效。

宿松齒條畫法決定齒輪齒形的參數。即齒輪齒面的傾斜度。壓力角(a)一般采用20°。但有時客戶的圖紙也有14.5°,15°、17.5°,所以這些都要注意。齒輪參數
軸與軸瓦之間保持合理的間隙,是軸與軸瓦之間形成液體摩擦、積聚和冷卻潤滑油,形成穩定的油楔的先決條件準確地測量這些間隙對轉子處在狀態下運行是非常重要的。
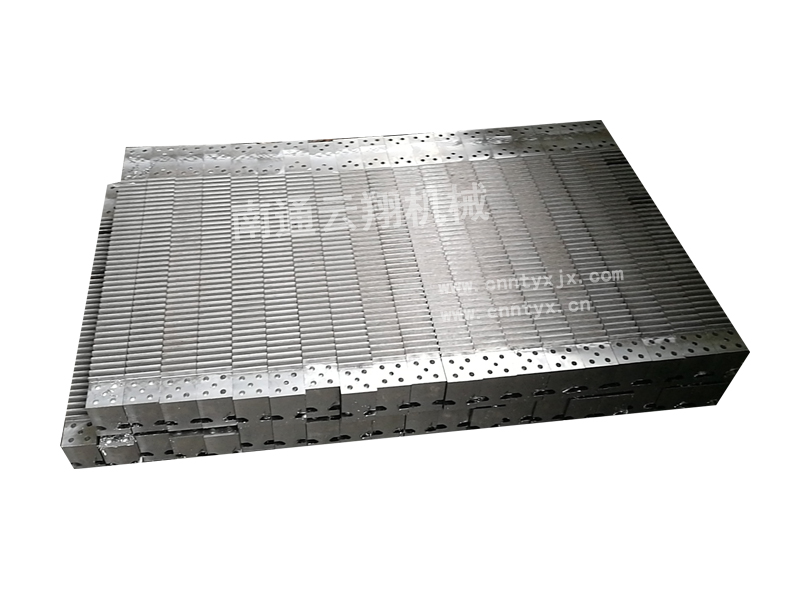
宿松齒條畫法咱們所指的生效就是指某一種事物失去了本身應有的感化這稱之為生效,齒條的生效有著幾個重要的方面,上面為您先容。一;齒的折斷,這是因為齒輪和齒條互相嚙合的時刻,因為受力過大,齒面自愿斷裂,一樣平常這段這類征象會出如今齒的根部。一些淬火鋼或許鑄鐵等脆性資料制成的齒條容易發生斷齒的征象。二;齒面的磨損。齒面的磨損實在主如果因為外界影響構成的,一樣平常對付頤養事情沒有做好的齒條和齒輪在實用中,因為介質的影響,如硬顆粒,塵土等的計入而惹起的磨損,如許齒面就構成毀壞,構成齒的磨損。 三齒面的點蝕;齒的事情面表層產生的纖細的疲憊裂紋,裂紋分散后金屬微粒零落構成的凹坑。 四齒面膠合;一樣平常是因為顛末永劫間的嚙合,齒面升溫,惹起的光滑生效。齒條可以使用到高速齒條雕琢機下面
高精度齒條達DIN5和DIN6級精度,節距誤差低于0.015毫米/米廣泛應用在很多領域,包括需要定位精度和重復定位精度的驅動軸,移動龍門架,搬運機械手,物料搬運,自動化,汽車,航空,機器人,數控機床和物料處理系統等。


